Metal slitting machines are used to produce narrow strips that meet customer requirements from metal coils such as stainless steel, steel, aluminum, copper, hot-rolled, cold-rolled, and PPGI through processes like uncoiling, slitting, and recoiling. These metal slitting lines are widely applied in the field of metal processing. As a key link in the fine processing of metal coils, the metal slitting machine connects raw materials with the production of downstream finished products. Among them, the demand for metal slitting lines in fields such as automotive parts, home appliance shells, and pipe manufacturing is particularly strong.
Therefore, understanding metal slitting lines and slitting processes can help enterprises optimize production procedures, reduce material waste, improve product accuracy, and lay a foundation for subsequent efficient production. In this article, KINGREAL STEEL SLITTER will introduce the key knowledge of metal slitting machines and slitting processes from five tips for everyone.

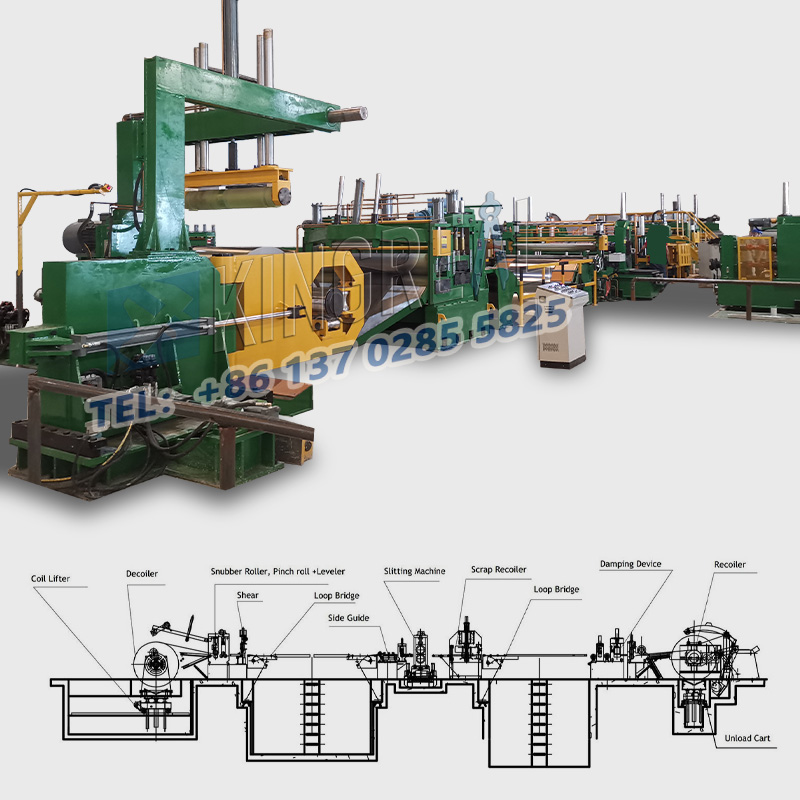
- Uncoiling unit for metal slitting line
The decoiler is used to stably release metal coils such as steel strips and aluminum strips, preventing the coils from deviating or having uneven tension. Generally, the decoiler equipped with a metal slitting machine includes a coil support shaft and a tension control system. Some metal slitting machines are also equipped with an automatic centering device to adapt to metal coils of different widths/thicknesses.
- Guiding & leveling unit for metal slitting line
Equipping the metal slitting line with Guiding & Leveling Unit aims to correct the bending and wrinkling of the coil during transportation, ensuring that the coil enters the longitudinal slitting stage in a flat state and reducing subsequent cutting errors. In addition, the leveling effect will directly affect the flatness of the final slitting board, avoiding rough cutting edges caused by unevenness of the coil
- Slitter for metal slitting line
The metal slitting machine cuts wide metal coils into narrow strips according to the preset size through multiple sets of slitting knives. Among them, the adjustment accuracy of the knife group spacing of the metal slitting machine is usually ±0.1mm. The material of the blades will be selected by KINGREAL STEEL SLITTER engineers according to the nature of the customer 's processing materials, such as high-speed steel, hard alloy, Compatible with metals of different hardness.
- Winding unit for metal slitting machine
The narrow metal strips after slitting are neatly coiled into rolls to facilitate subsequent storage, transportation or direct entry into the next processing procedure (such as stamping, bending). The winding tension should be matched with the cutting speed to prevent the strip from stretching and deforming or loosening during winding, ensuring the tightness of the finished roll material.
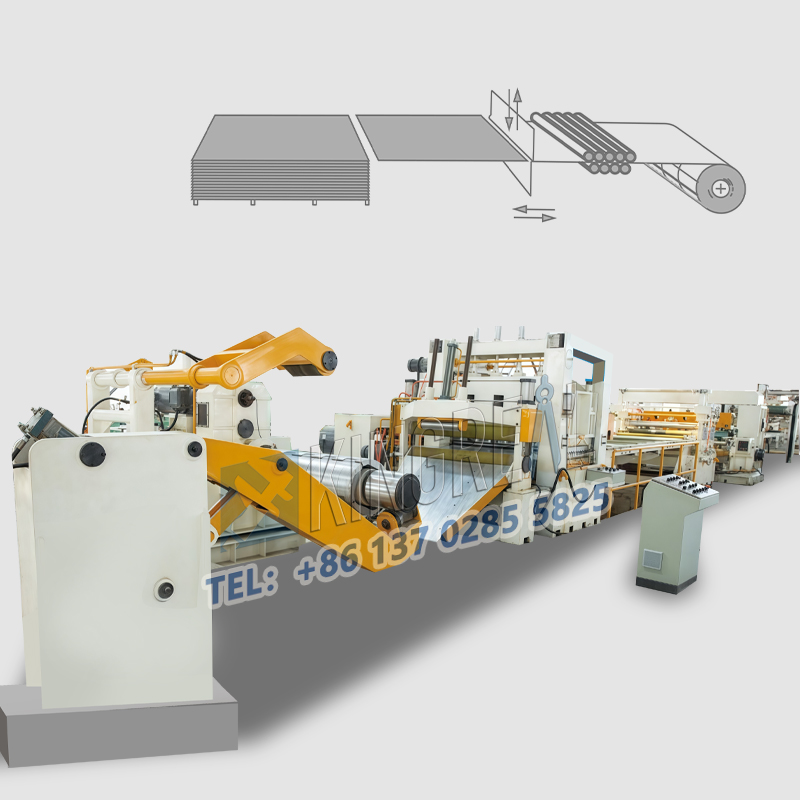
Step 1: Coil inspection and parameter setting for metal slitting line
Test the material (such as carbon steel, stainless steel, aluminum alloy, silicon steel, etc.), thickness (0.2-16mm), and width of the metal coil, and match the corresponding parameters of the metal slitting line. Input key parameters such as slitting width, winding speed and tension value in the equipment control system.
Step 2: Unroll and level for metal slitting line
Start the decoiler to release the coil material, align it through the guiding mechanism, and then eliminate the internal stress of the coil material through the leveling roller to ensure that the coil material smoothly enters the cutting process.
Step 3: Precise slitting for metal slitting machine
The slitting knife group performs longitudinal cutting on the coil at preset intervals, and simultaneously fixes the coil through the pressing mechanism to prevent displacement of the coil during cutting. Monitor the edge cutting quality in real time (such as no burrs and no curled edges), and fine-tune the pressure or speed of the tool set as the situation requires.
Step 4: Recoiling for metal slitting machine
The narrow strips after slitting enter the recoiler through the guide roller and are wound into rolls according to the preset tension. Some models are equipped with automatic slitting and labeling functions
 |
 |
According to the different demands of customers, KINGREAL STEEL SLITTER has designed various types of metal slitting lines. The following is the manufacturing plan for the metal slitting machine.
By metal material: stainless steel coil slitting machine, steel strip slitting machine, silicon steel coil slitting machine, aluminum coil slitting machine....
By material thickness: light duty slitting machine (0.2-3mm), medium duty slitting machine (3mm-6mm), heavy duty slitting machine (6-16mm).
By degree of automation: full automatic metal slitting machine, semi-automatic metal slitting line.
By customization: high speed metal slitting machine, double slitter head coil slitting machine, belt tension coil slitting machine.
Problem 1: Burrs and curled edges appear during edge cutting
Possible causes: Blade wear/passivation, improper adjustment of the blade group spacing, and mismatch between the cutting speed and the metal material.
Solution 1: Regularly inspect the metal slitting line and replace the blades, recalibrate the blade group spacing, and adjust the cutting speed according to the hardness of the metal.
Problem 2: Excessive deviation in the width of the strips after slitting
Possible causes: Inaccurate centering of the coil, insufficient positioning accuracy of the tool group, and tension fluctuations causing displacement of the coil.
Solution 2: Check the centering function of the guiding mechanism of the metal slitting machine, recalibrate the positioning system of the knife group, and optimize the tension control parameters.
Problem 3: The roll material becomes loose or wrinkled after winding
Possible causes: insufficient or uneven winding tension, asynchronous winding speed and cutting speed, incomplete leveling of the coil material.
Solution: Adjust the winding tension to an appropriate value, simultaneously optimize the cutting and winding speeds, and check whether the roller shafts of the leveling machine in the metal slitting machine are worn.
*Quality inspection of the slitting process
Dimensional inspection: Use calipers and laser width gauges to inspect the width and thickness accuracy of the narrow strips to ensure they meet the order requirements.
Visual inspection: Check visually or through tools whether the cut edge is smooth and free of burrs, and whether there are scratches or wrinkles on the surface of the roll material.
Performance testing: Check whether the mechanical properties of the metal after slitting (such as tensile strength) have been damaged due to processing.
*Daily maintenance of metal slitting machines
Regular cleaning: Remove metal debris from the interior of the metal slitting line to prevent it from getting stuck in the tool assembly or affecting the accuracy of the guiding mechanism.
Component lubrication: Regularly add lubricating oil to moving parts such as the bearings of the tool setting group and the unwinding/rewinding shafts to reduce wear
Blade maintenance: Regularly polish and passivate the blades, or replace them according to the degree of wear to avoid affecting the processing quality due to blade problems.
System calibration: Calibrate the parameters in the PLC control system monthly/quarterly to ensure that the metal slitting line is in a precise operating state.