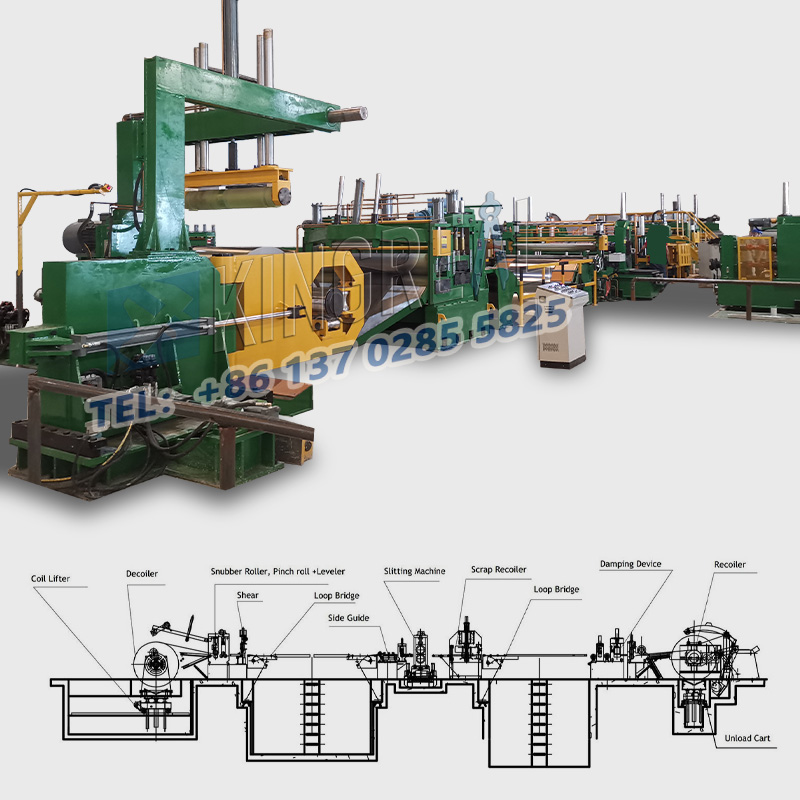
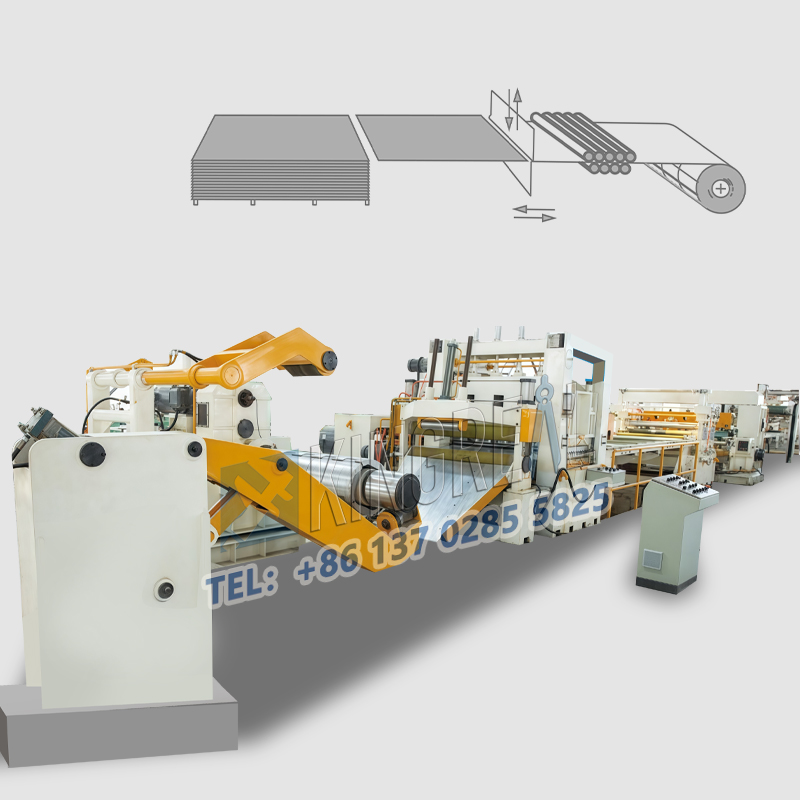
(I) Calibration of heavy gauge cut to length line's core components
Feed roller precision:
Regularly check the parallelism of the roller surface, the error must be controlled within ≤0.05mm/m, and use a feeler gauge to measure the gap between the roller surface and the plate surface. If the wear exceeds 0.1mm, it needs to be ground or replaced; use a laser interferometer to calibrate the servo motor encoder, and the feed positioning accuracy must be ≤+0.1mm during high-speed cutting.
Scissor blade calibration:
The parallelism of the upper and lower blades needs to be maintained at 0.02-0.05mm, which can be detected by feeler gauge and dial indicator: The gap between the blades is adjusted according to the thickness of the plate, for example, the gap between thin plates (≤2mm) is 0.01-0.03mm, and the gap between medium and thick plates (2-6mm) is 0.03-0.08mm;
The verticality error of the blade is ≤0.03mm/100mm. If it exceeds the tolerance, the verticality of the tool holder needs to be adjusted by the shim.
(II) Daily maintenance of heavy gauge cut to length machine
Lubrication system for heavy gauge cut to length line: Check the gearbox oil level every week, control the oil temperature of the wave pressure system at 40-60℃, and apply a special cutting fluid with a viscosity of 32-46cSt to the guide rail every day.
Electrical system for heavy gauge cut to length machine: Wipe the encoder, grating ruler and other sensors with alcohol every quarter, and replace the motor carbon brush when it is worn more than 1/3; Fastening parts: Regularly recheck the torque of the tool holder and feeding mechanism bolts, for example, the torque of the M12 bolt needs to be maintained at 80-100N·m.

(I) Matching cutting speed and feeding speed
Speeds of plates of different materials and thicknesses need to be adjusted accordingly: cold-rolled steel plates (0.5-3mm) cutting speed 30-80m/min, feeding speed 25-70m/min, cooling system needs to be turned on during high-speed cutting; stainless steel plates (1-5mm) cutting speed 15-40m/min, feeding speed 10-35m/min, and the blade needs to be coated with TIN coating; aluminum alloy plates (0.8-4mm) cutting speed 40-100m/min, feeding speed 35-90m/min, spray cutting fluid lubrication is used.
(II) Blade Angle and Pressing Force Setting Blade Angle: Shear angle (upper and lower blade angle) is adjusted according to the characteristics of the plate, 5-8" for thin plates, 8-12" for medium and thick plates, 12-15" for hard materials such as high-strength steel; back angle (blade back face inclination angle) is generally set at 3-5°, and the angle must be kept consistent during regrinding. Pressing force: adjusted according to the thickness of the plate, 2-3kN for 1mm plate, 2-3kN for 3mm plate 5-7kN, real-time monitoring through pressure sensor, insufficient pressure can easily cause plate warping.

(I) Acceptance standards for coils/plates
Flatness: Steel plate side bending ≤1mm/m, waviness ≤3mm/2m, out-of-tolerance needs to be leveled before cutting:
Hardness deviation: Hardness difference of plates in the same batch ≤15HB, random inspection with Rockwell hardness tester, uneven hardness will lead to inconsistent blade wear.
(II) Blank pretreatment
Surface cleaning: Remove oil stains and oxide scale (can be wiped with acetone or mechanically polished), residual impurities will aggravate blade wear; Coil unwinding tension: Adjust according to thickness, 0.5mm plate tension 50-80N/mm, 2mm plate 150-200N/mm, insufficient tension can easily cause feeding slippage.

(I) Pre-job training points for heavy gauge cut to length line
Parameter setting practice: Learn to grasp the "speed-gap-pressure" matching rules of different materials, for example, when cutting 3mm stainless steel, the blade gap 0.05mm, pressing force 6kN; learn to use automatic tool setting systems such as laser tool setting instruments,Tool setting accuracy ≤0.02mm.
Abnormal judgment ability for heavy gauge cut to length machine: stop the heavy gauge cut to length line immediately to check the blade edge when hearing abnormal noise such as blade collision; when the burr on the cut surface exceeds 0.1mm, judge whether it is blade wear or too large gap.
(ii) Standardization of operation process for heavy gauge cut to length machine
Start-up preheating: run empty for 10-15 minutes to make the temperature fluctuation of the same service system ≤2℃ and reach thermal stability;
First piece three inspections: after cutting the first piece, use a vernier caliper with an accuracy of 0.02mm to measure the size, a dial indicator to detect flatness, and visually check burrs.

(i) Online detection means for heavy gauge cut to length line
Photoelectric sensor monitors the feeding length in real time, and automatically alarms when the deviation exceeds ±0.3mm: infrared thermometer monitors the blade temperature, and starts water cooling or air cooling forced cooling when it exceeds 120℃C.
(ii) Offline sampling standard for heavy gauge cut to length machine
Length size: allowable error when ≤1000mm ±0.5mm, use a vernier caliper to randomly check 1 piece for every 50 pieces; diagonal deviation: 1000mmx1000mm plate allowable deviation ≤1mm, use a steel tape measure with a square ruler to randomly check 5% of each batch: burr height: thin plate ≤0.05mm, use a microscope (magnification 50 times) to check the first and last pieces of each shift: cutting surface verticality: allowable deviation ≤0.5°, use an angle ruler to randomly check 1 piece every 2 hours.
(III) Solutions to common quality problems for heavy gauge cut to length line
Size out of tolerance: If the feed roller slips, adjust the tension or replace the worn roller; if the servo motor encoder fails, use an oscilloscope to detect the pulse signal and replace the damaged parts.
Cutting surface burr exceeds the standard: when the blade edge radius is >0.03mm, it needs to be re-grinded to ≤0.01mm; readjust the blade gap to the standard value.

Workshop temperature and humidity: temperature is controlled at 15-30℃, humidity ≤60% RH, avoid rusting of the plate due to humid environment;
Anti-seismic measures: pouring concrete with a thickness of ≥300mm for the equipment foundation, away from vibration sources such as punch presses (vibration acceleration ≤0.5g); Safety interlock: emergency stop button response time ≤0.5 seconds, the heavy gauge cut to length machine automatically powers off when the protection is turned on.