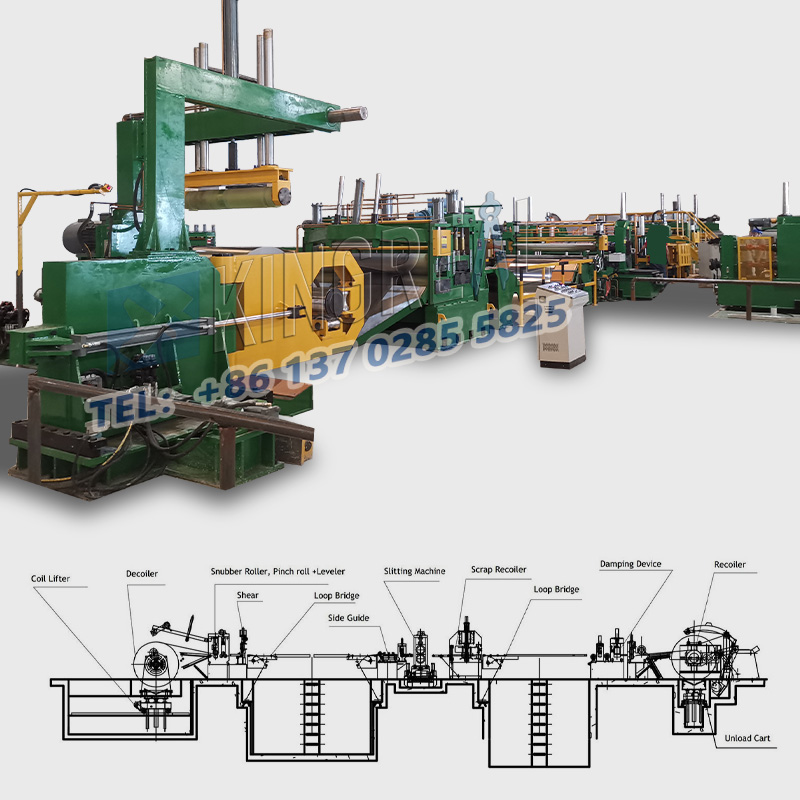
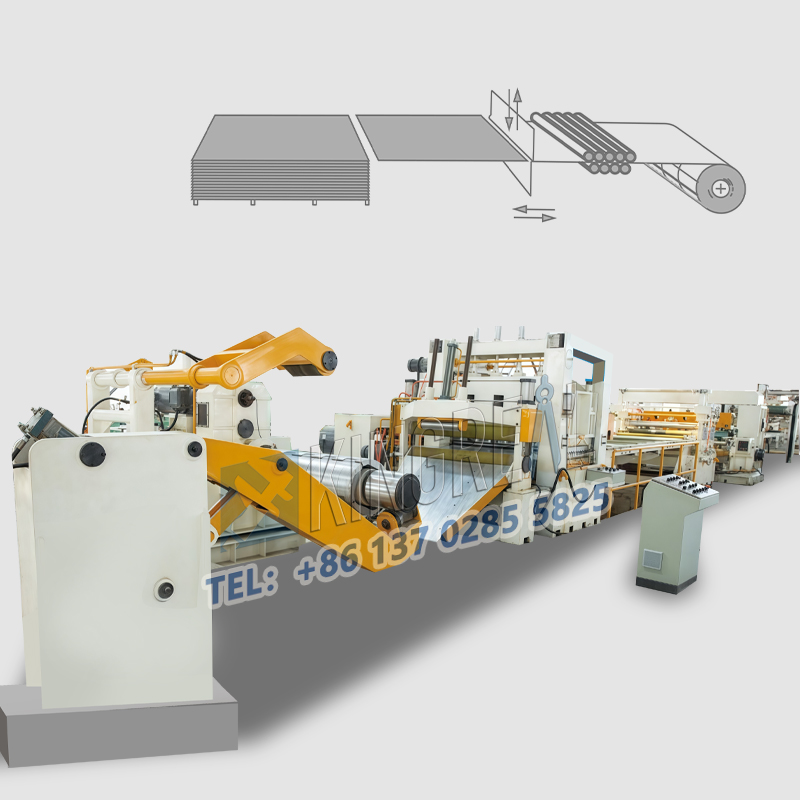
In the field of metal coil processing, steel strip slitting machines are used to longitudinally slit metal coils such as stainless steel, aluminum, carbon steel, and silicon steel. The dimensional accuracy of the narrow strips, the smoothness of the cut, and the presence or absence of burrs or camber are all directly determined by the clearance between the upper and lower blades of the steel strip slitting line.
In daily production, whenever the thickness of the coil being processed is changed, or different materials with varying hardness are used, the operator must simultaneously adjust the blade clearance of the steel strip slitting machine.
A proper blade clearance allows the steel strip slitting line to cut high-precision narrow strips with smooth, burr-free cuts and uniform cross-section layers; improper clearance values will result in numerous production defects such as edge curling, blade chipping, strip bending, and accumulation of edge burrs.
This article, KINGREAL STEEL SLITTER, will combine practical experience with clearance parameter standards to fully explain the adjustment logic, practical methods, and parameter setting specifications for the blade clearance of steel strip slitting machines.

Relationship Between Blade Clearance & Strip Precision in Steel Strip Slitting Machines
The blade clearance of a steel strip slitting machine refers to the radial gap left when the upper and lower sets of circular shearing blades mesh. This value is not a fixed constant but dynamically changes with the two core variables of the processed material thickness and hardness. These two factors directly determine the slitting quality of the steel strip slitting line.
1. Material Thickness
When the thickness of the processed coil material changes, the blade clearance of the steel strip slitting machine must be adjusted accordingly. If the steel strip slitting line processes thick metal strips, the blade clearance should be appropriately increased; too small a clearance will cause the upper and lower blades to forcibly squeeze the sheet material, instantly increasing the load on the blade body, which can easily lead to blade breakage and deformation of the cutter shaft, significantly shortening the service life of the steel strip slitting machine's cutters and spindle.
Conversely, when the steel strip slitting line switches to processing thin materials, the blade clearance must be reduced. If the clearance is too large, the sheet material cannot be completely cut by the blades, the material edges will be torn during the shearing process, and a large number of burrs will appear on both sides of the finished strip. In severe cases, the entire narrow strip will have a camber, exceeding dimensional tolerances and failing to meet the requirements of downstream stamping, bending, and forming processes.
For extremely thin metal strips with a thickness of less than 0.1mm, the theoretical blade gap of a metal slitting machine approaches zero, relying on micro-interlocking of the blades to achieve precision slitting.
2. Material Hardness and Tensile Strength
Different metals exhibit significant differences in tensile strength and hardness, resulting in completely different blade gap ranges suitable for steel strip slitting machines. High-hardness, high-tensile-strength materials, such as thick carbon steel, stainless steel, and silicon steel, have dense molecular structures and greater shearing resistance, requiring larger blade gaps in steel strip slitting lines. Soft, low-strength materials, such as pure aluminum and thin aluminum sheets, have high plasticity and low shearing resistance, allowing for appropriately smaller blade gaps in steel strip slitting machines.
The physical principle of metal slitting is not pure cutting, but rather the partial shearing and tensile breaking of the sheet material under blade pressure. Higher hardness materials have a higher proportion of plastic fracture, requiring larger gaps to achieve a smooth cross-section. Soft aluminum exhibits large plastic deformation; excessive gaps can cause material extrusion, flaking, and curling defects.
Standard Adjustment Method for Blade Gap of Steel Strip Slitting Line
Currently, most mainstream steel strip slitting machines on the market rely on precision shims to achieve precise control of blade gap. By adding or removing shims and bushings of different thicknesses, the radial gap between the upper and lower cutter shaft blades is precisely controlled. The complete adjustment process consists of four core operations:
(1) Matching the Shim to the Basic Gap
Before formal slitting, first confirm the material and thickness of the roll, select the basic gap value according to the gap parameter table, and then select precision shims of the corresponding thickness to assemble on both sides of the cutter shaft and blades of the steel strip slitting line. Precisely matched shim thickness ensures that the steel strip slitting machine blades are evenly engaged, preventing one-sided extrusion, chipping, and edge curling during the shearing process. This significantly reduces blade wear and extends the service life of the entire set of cutters.
(2) Grinding and Correcting Blade Concentricity
If the steel strip slitting line is used under high intensity for a long time and the blades are bumped on one side, the blade concentricity will become unbalanced. Even if the shim specifications are correct, the blade gap will fluctuate during operation. This type of malfunction cannot be adjusted using shims. The entire set of blades needs to be disassembled from the steel strip slitting machine's cutter shaft, sent to a professional grinder for re-grinding and external grinding, correcting the blade concentricity, and then reinstalled on the steel strip slitting line before readjusting the shim gap.
(3) Correcting Unbalanced Slitting Cutter Shafts
The upper and lower cutter shafts of the steel strip slitting machine are subjected to shearing impacts over a long period, resulting in slight bending and uneven surface wear. During shaft rotation, the blade gap periodically shifts, resulting in burrs on one side of the finished strip and a smooth cut on the other. To address this, the machine should be stopped, the steel strip slitting line's cutter shaft assembly disassembled, the worn areas on the shaft body ground and corrected, and the dynamic balance of the cutter shaft calibrated to eliminate gap fluctuations caused by rotation.
(4) Stabilizing Shearing Gap with Bushings
Shims and separator bushings are core auxiliary components for adjusting the gap in the steel strip slitting machine. Installed on both sides of each group of cutting blades, they can precisely separate the blades, control the single-group cutting gap, and maintain the horizontal parallelism of the upper and lower blades. The high-strength steel gaskets and bushings provide high rigidity, preventing blades from scraping and colliding after assembly. They also ensure uniform spacing between the multiple cutting blades on the entire steel strip slitting line's cutter shaft, maintaining consistent cutting accuracy across multiple strips.
Standard Setting Specifications for Blade Gap Parameters of Steel Strip Slitting Lines
The core reference for setting the blade gap of steel strip slitting machines is the thickness, hardness, and tensile strength of the processed material. The table below shows the standard gap for various commonly used metals compatible with steel strip slitting lines:
|
Thickness |
Stainless Steel |
Aluminum |
Steel |
Carbon Steel |
Silicon Steel |
|
<0.1mm |
0 | 0 | 0 | 0 | 0 |
|
0.1-0.4mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
|
0.5-1.0mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
|
>1.0mm |
15-20 | 12-18 | 12-18 |
18-25 |
/ |
Adjusting the blade gap on a steel strip slitting machine is a core process for controlling the quality of the finished coil slitting product. Precise matching of the gap value directly affects the production efficiency, tool wear, and finished product qualification rate of the steel strip slitting line. During daily operation of the steel strip slitting machine, operators must memorize the gap parameters corresponding to the material and thickness, use precision shims for adjustment correctly, and regularly inspect the blades and cutter shaft to reduce production failures such as burrs, chipping, and dimensional deviations.
For more information on steel strip slitting line commissioning, tool selection, coil processing tips, or to customize fully automatic steel strip slitting machines suitable for stainless steel, carbon steel, and aluminum, please contact KINGREAL STEEL SLITTER directly!