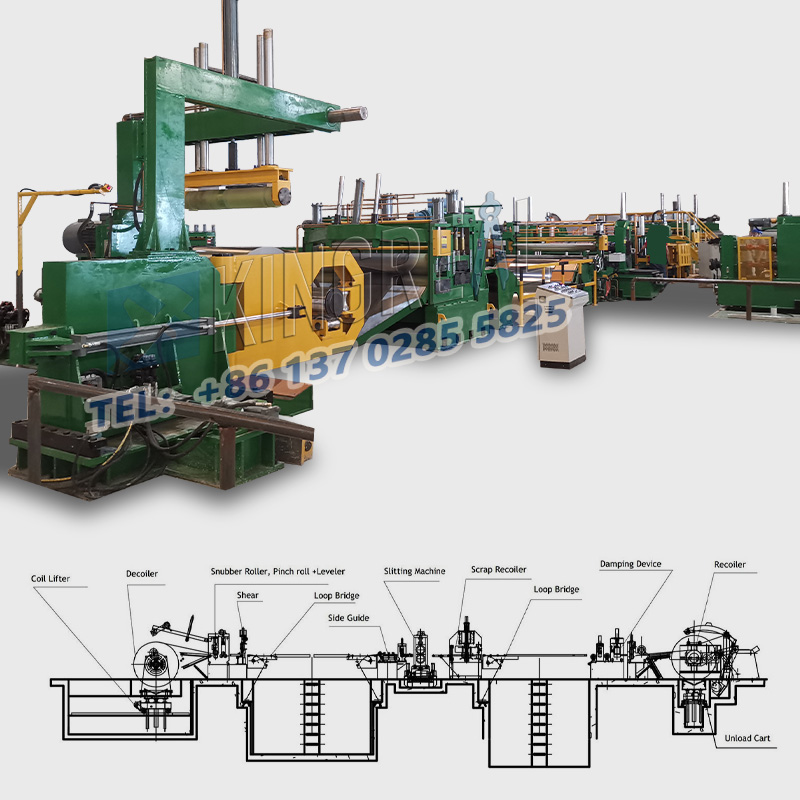
During the slitting process of the coil slitting machine equipment, it is possible to cause deformation of the steel strip due to the influence of some undesirable factors, and a more common phenomenon is the generation of lateral bending.There are many factors that can cause this problem.

It may be due to the shearing process of the strip in the steel slitting machine , due to the appearance of obvious burrs or burrs on both sides of the inconsistency and bending.
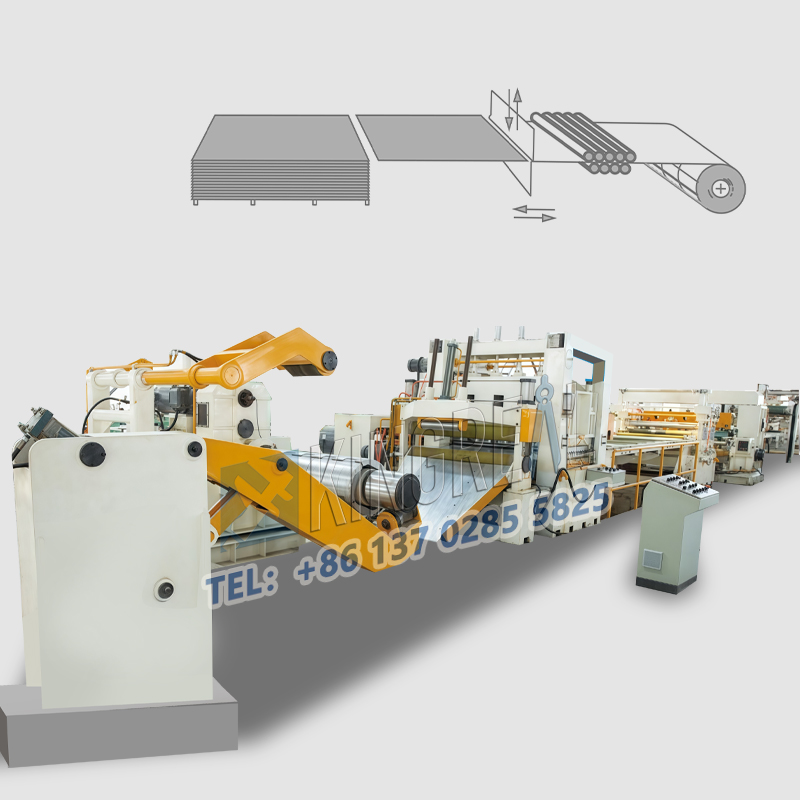
For example, in the winding process because there is a burr side and burr larger side of the plate thickness is larger, the volume diameter is large and produces a flared barrel to form the edge of the extension of the bend. This situation should be inserted on the other side of the appropriate thickness of paper or do split processing. In addition, it may also be due to the unevenness of the strip edge, the presence of wavy, which will lead to its edge thickness changes and cause cutting edge extension or due to the slitter blade side sintering, blade and blade improper contact between the blade side roughness, and produce strip edge wavy.

Specific countermeasures are: increase the horizontal clearance to reduce the side pressure. Select the blade suitable for the material being cut. In addition, during the slitting process, we may encounter the problem of horizontal folding of the steel strip. For such a situation, the first may be due to the blade involved in the production of folding marks. For example, when the slitter cuts a narrow strip width, the strip is caught by the two outer blades because the finger press does not fill the gap between the two outer edges.
In addition, it may be due to the winding reel jaws at the fold mark, the steel strip in the winding machine when the first turn is not close, and in this state of expansion continue to wind when produced.
As a precision web processing machine, the slitter requires professional guidance in the use and maintenance process. Please contact us.