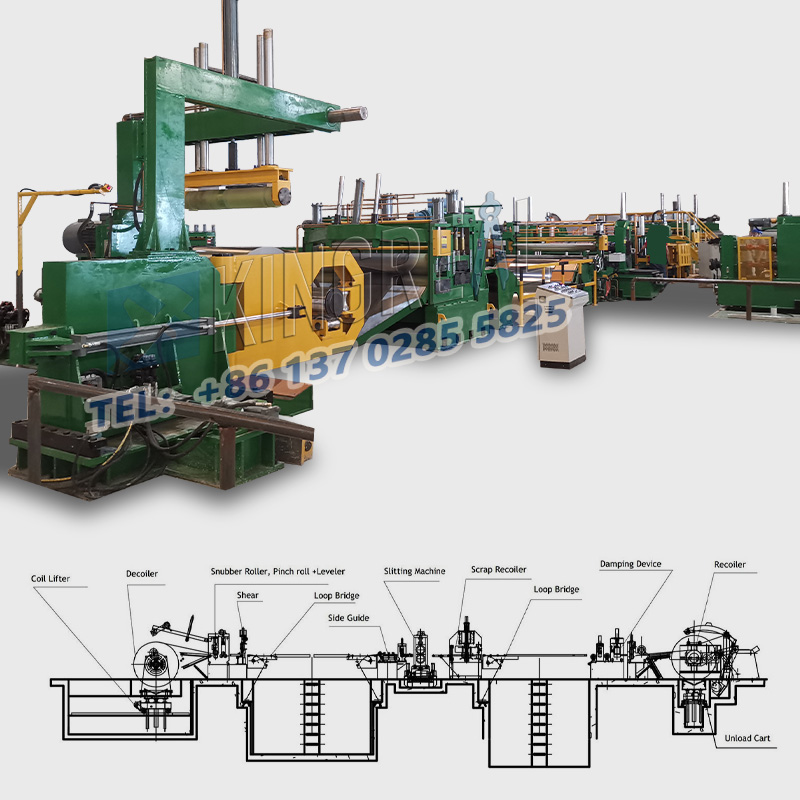
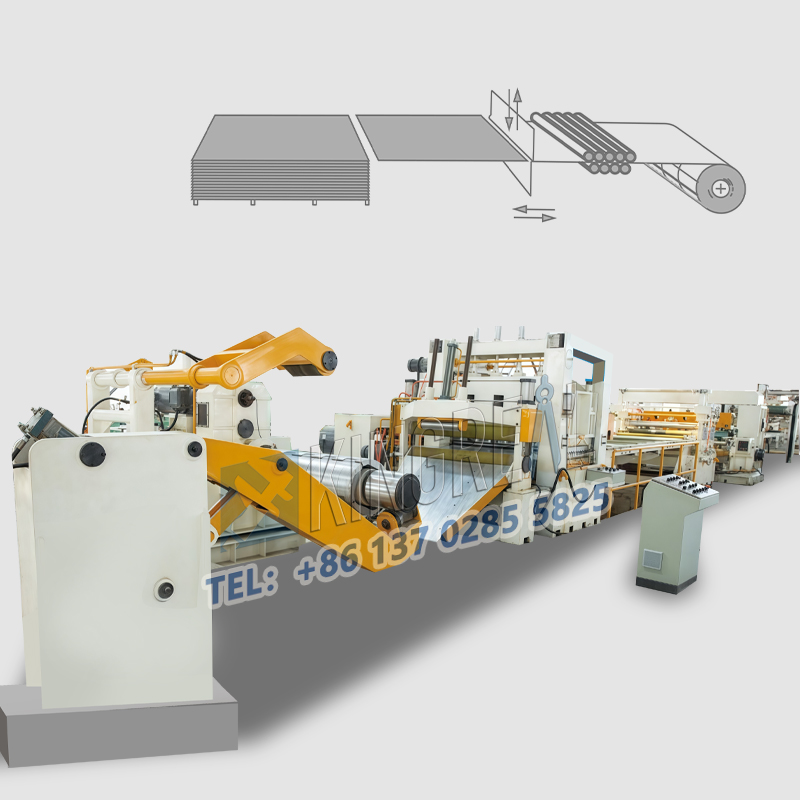
A galvanized steel slitting machine primarily cuts metal strip longitudinally and rewinds the resulting narrow strips into coils. This galvanized steel slitting line comprises unwinding, material positioning, slitting, and recoiling. It is widely sought after for its ease of operation, high slitting quality, high material utilization, and stepless slitting speed regulation.

Every detail of the galvanized steel slitting line is meticulously designed by KINGREAL STEEL SLITTER engineers. Not only does it fulfill its slitting function, it also ensures operational safety. You may not have noticed, but the protective features of the galvanized steel slitting machine are incorporated into every aspect of its operation.
For example, the galvanized steel slitting line's blade shaft is supported by high-precision machine tool spindle bearings, minimizing axial and radial runout. Furthermore, the blade disc utilizes a three-point locking mechanism with nuts (or a hydraulic nut for secure tightening), ensuring both dimensional accuracy and secure locking. To facilitate adjustment of the slitting speed, electronic and hydraulic control components are employed. This not only provides high reliability and robust control system immunity, but more importantly, it features a self-diagnostic function, enabling quick identification of fault causes. In addition, the galvanized steel slitting machines are clearly positioned using an eccentric sleeve. Even with changes in eccentricity and shear weight, the feed height remains constant, ensuring both reliability and safety.
The blade is the actuating component of the galvanized steel slitting machine. The optimal slitting performance depends heavily on the blade and, more importantly, the blade holder configuration. Galvanized steel slitting lines employ a variety of blade holder configurations, each with its own unique characteristics and applicable scope. galvanized steel slitting machine toolholders come in four types: slider, eccentric, adjustable blade shaft, and swing arm. The slider type is one of the earliest and most common types of galvanized steel slitting line toolholders. In this type, the lower blade shaft is fixed to the movable and fixed frames, while the upper blade shaft is housed in left and right sliders. These sliders allow for vertical movement within the guide rails of the movable and fixed frames.
Eccentric toolholders are mostly double-eccentric, meaning that both upper and lower blade shafts are supported within eccentric sleeves. Driven by a synchronous gear shaft through an adjustment gear, these shafts rotate in opposite directions to adjust the eccentricity, thereby varying the height of the upper and lower blade shafts.
Toolholders with adjustable blade shaft length have a unique feature: the left movable frame can be adjusted to approach the outermost pair of blades at the left end of the blade shaft, shortening the blade shaft's working length and increasing blade shaft rigidity. This feature allows galvanized steel slitting machines to handle both wide and thin strips, as well as narrow and thick strips, thus providing a wide range of applications. The last type is the swing-arm blade holder. Its structure is much simpler, making it primarily suitable for slitting thin strips.
 |
 |
 |
Galvanized steel slitting machines are mostly used for sheet metal processing, and their functions are largely automated, making the control system within the equipment particularly important. Galvanized steel slitting lines employ an electro-hydraulic servo control system, which primarily utilizes the conversion of various signals to achieve various actions. However, there are many signal conversion methods available.
1. High-speed on-off valve method for galvanized steel slitting line
This method utilizes a high-speed torque motor to directly or indirectly drive a fixed-opening on-off valve. The digital signal output by the computer is amplified and then controls the valve, allowing it to be controlled between open and closed states. The feedback signal is processed by a sampler and transmitted back to the computer as a digital quantity, controlling the operation of the slitting shear.
2. Digital-to-analog conversion method for galvanized steel slitting line
A digital-to-analog converter converts the digital signal generated by the computer into an analog quantity, which is used to control the current applied to the input of a servo valve or proportional valve. The feedback signal is also converted into a digital quantity by an analog-to-digital converter and then fed into the computer, completing the signal conversion.
3. Stepper motor method for galvanized steel slitting line
It relies on a conversion method implemented by a stepper motor controller. The digital signal output by the computer is input as pulses into the converter. The stepper motor's rotation angle is converted into a valve opening through a transmission device, thus forming a digital flow valve. Furthermore, the outlet pressure is proportional to the output pressure, forming a digital pressure valve, thus achieving the desired effect.
During galvanized steel slitting line operation, tension is a crucial performance parameter, affecting both winding and unwinding operations. To effectively control tension in galvanized steel slitting machines, tension controllers are essential components. The tension controller measures the speed, calculates the winding diameter, and sets the tension by measuring the load torque.
Since the tension controller on a galvanized steel slitting line outputs a standard zero to ten volt analog signal corresponding to the rated torque of the asynchronous motor, this analog signal can be connected to a frequency converter to select a torque reference. This ensures constant tension during operation. If it is in tension control mode, whether it is a DC motor, an AC motor or a servo motor, the speed must be limited. Otherwise, when the torque generated by the motor overcomes the load torque and runs, rotational acceleration will be generated, causing the speed to continue to increase until it reaches the maximum speed.