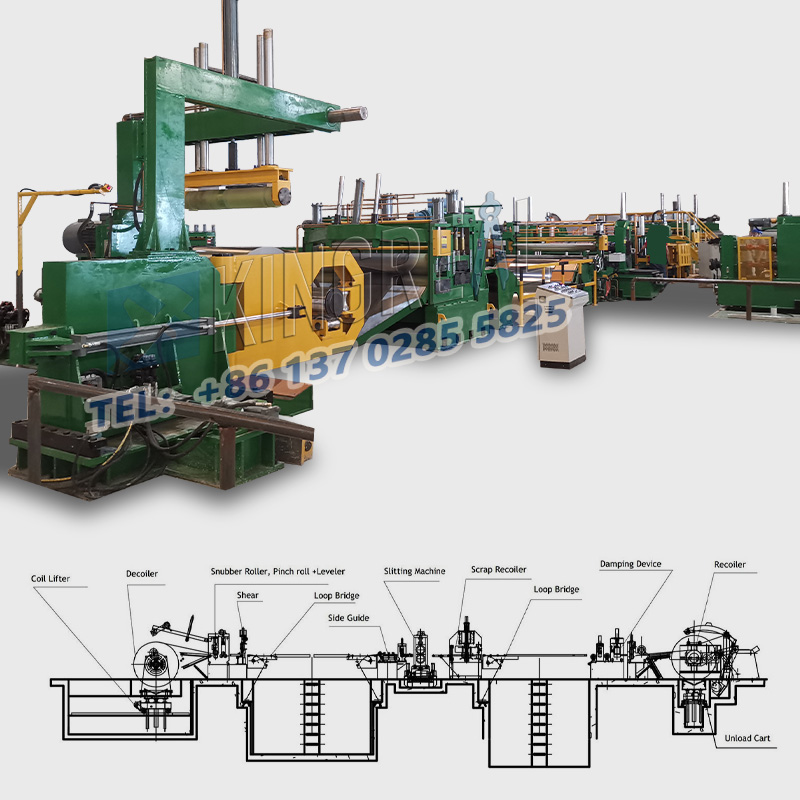
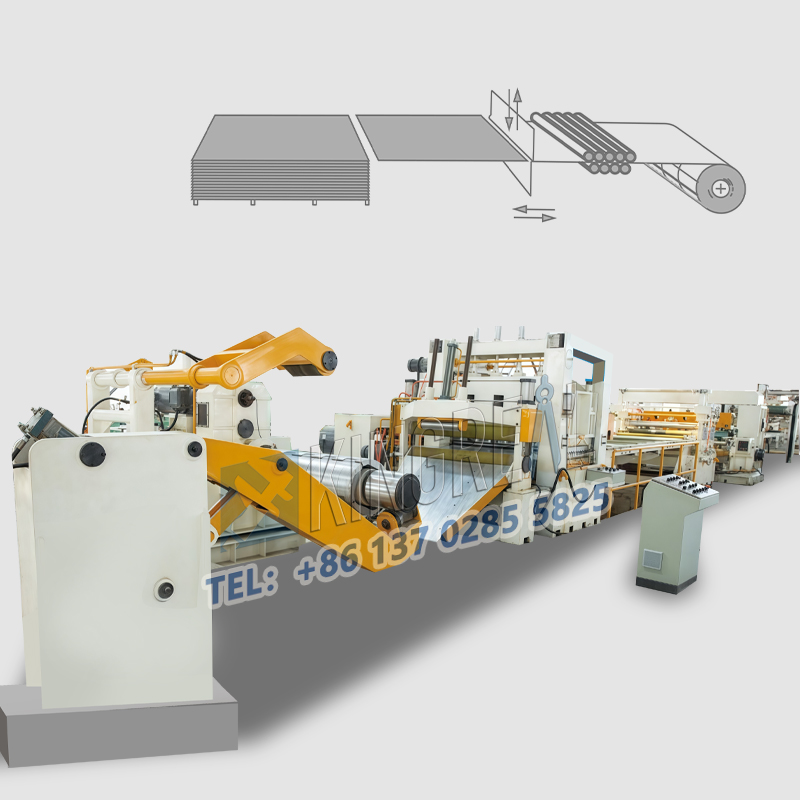
Stainless steel cut to length lines are widely used in the metalworking industry for precision shearing of various metal coils, including steel, stainless steel, aluminum, iron, cold-rolled, hot-rolled, and PPGI.
Despite their excellent performance in production, stainless steel cut to length machines can still experience cutting deviation during operation.
This article will delve into troubleshooting cutting deviation in stainless steel cut to length lines from three perspectives: mechanical structure, control program and parameters, and material and process compatibility.

(1) Drive Component Wear
In stainless steel cut to length machines, wear of drive components is a common cause of cutting deviation.
Gears, sprockets, and other drive components that have been in operation for a long time can wear out, resulting in reduced feeding accuracy and, consequently, impacted cutting dimensions.
Symptoms of stainless steel cut to length line failure: For example, at an automotive parts factory, the drive gears of a stainless steel cut to length machine experienced 30% wear. When continuously cutting 5mm thick steel plates, the dimensional fluctuation reached 0.3mm, exceeding the acceptable ±0.2mm range.
Solution: To address this issue, regular inspection of drive components is recommended. If gear tooth wear exceeds 15% or chain elongation exceeds 2%, they should be replaced promptly.
Simultaneously, the transmission ratio should be calibrated to restore mechanical transmission accuracy. This measure can significantly improve cutting stability and accuracy.
(2) Toolholder-Guide Rail Clearance
Increased clearance between the toolholder and guide rail is also a significant factor contributing to cutting deviation. Over time, the toolholder guide rail wears due to prolonged reciprocating motion, and this clearance may increase, affecting toolholder stability.
Symptoms of stainless steel cut to length line failure: Under normal circumstances, the clearance between the toolholder and guide rail should be less than 0.05mm. Excessive clearance can cause the toolholder to wobble during cutting, resulting in fluctuations in the cut sheet size.
Solution: Use a feeler gauge to check the clearance. If it exceeds the standard value, adjust the guide rail insert or replace the damaged guide rail slider. A hardware factory reduced cutting deviation from 0.25mm to 0.08mm after this adjustment, demonstrating the effectiveness of this adjustment.
(1) Program Logic Errors
In stainless steel cut to length machine operations, PLC program logic errors are also a common cause of cutting deviation. Disordered timing of the feed and cutting instructions in the program can trigger cutting before the material is fully fed, resulting in undercutting.
Manifestations of stainless steel cut to length line failure: For example, in some cases, cutting begins before the material is fully fed, which directly affects cutting accuracy.
Solution: It is recommended to use program diagnostics to monitor I/O point status and reorganize the "feed-detect-cut" logic. Additionally, add delay verification instructions to ensure the accuracy of the action sequence. This optimization will significantly improve the operating stability of the stainless steel cut to length machine.
(2) Inaccurate Parameter Settings
Inaccurate parameter settings are also a significant factor affecting the cutting accuracy of stainless steel cut to length lines. Incorrect feed length parameters or mismatched cutting and feed speeds can lead to cumulative deviations.
Symptoms of stainless steel cut to length machine failure: For example, if the feed length is set to 100mm but the actual feed length is 99.5mm, long-term operation will result in significant dimensional deviation.
Solution: Recalibrate the feed pulse count (the number of pulses per millimeter) and adjust the cutting speed based on the thickness and material of the plate. For thick plates, it is recommended to set the cutting speed to no more than 30 times/minute, while for thin plates, it can reach 60 times/minute.
After correcting the parameters, a stainless steel processing plant achieved a cumulative deviation of less than 0.1mm for a 10-meter-long plate, demonstrating the importance of parameter correction.
(1) Uneven Plate Stress
When cutting stainless steel plates, uneven stress can cause springback after cutting, affecting the final dimensional stability.
Symptoms of stainless steel cut to length line failure: For example, the springback rate of cold-rolled plate can be as high as 1-2%, which can cause dimensional shrinkage after cutting.
Solution: It is recommended to perform stress relief on the sheet metal, such as leveling or aging, or to compensate for springback in the program (setting a compensation value of 0.1-0.3mm depending on the material). After compensation, a cold-rolled sheet mill achieved a cutting dimension deviation of ≤0.1mm, ensuring cutting accuracy.
(2) Feed Tension Fluctuation
Feed tension stability directly impacts cutting accuracy. If the tension of the feed roller is unstable, the sheet metal can slip or wrinkle during feeding, resulting in uncontrolled cutting dimensions.
Symptoms of stainless steel cut to length line failure: Failure of tension control can lead to uneven feeding, which in turn affects cutting quality.
Solution: It is recommended to inspect the tension control system. Pneumatic tensioners require seal replacement, while hydraulic tensioners require pressure sensor calibration. After adjustments, a steel strip mill reduced tension fluctuation from ±5% to ±1%, effectively improving cutting accuracy.
 |
 |
 |
In the operation of stainless steel cut to length machines, cutting deviation is often caused by a combination of factors. A comprehensive investigation focusing on mechanical structure, control programs and parameters, and material and process compatibility can effectively identify problems and implement targeted repairs.
By regularly maintaining transmission components, optimizing program logic, precisely adjusting parameters, and adapting to material characteristics, manufacturers can minimize cutting deviations and meet the stringent cutting precision requirements of industries like automotive parts and hardware.
Only by continuously improving every aspect of a stainless steel cut to length line can one remain victorious in the fiercely competitive market.
We hope that the analysis and suggestions in this article will provide effective troubleshooting strategies and solutions for related industries.