Hot rolled slitting line is an important production equipment widely used in the metal processing industry. Its main function is to cut a wider hot-rolled metal coil into multiple strips of the required width along the length direction. These strips are usually used in subsequent rolling, blanking, cold bending and stamping processes, and become the basic materials for various industrial products. This article will introduce the workflow, technical parameters, common operating problems and solutions of the hot rolled slitting machine in detail. If you need to obtain more parameters or video information, welcome to consult KINGREAL STEEL SLITTER!

Hot rolled plates are steel plates or strips that are rolled after heating. Its main advantages include:
High toughness: Hot rolled plates are processed at high temperatures, which can eliminate some internal stress and improve the toughness of the material.
Cost-effectiveness: Compared with cold rolled plates, hot-rolled plates have lower production costs and are suitable for large-scale production.
High production efficiency: Hot rolled slitting machines can quickly and efficiently slit large coils into the required width to adapt to changes in market demand.
Due to these characteristics, hot-rolled plates have been widely used in building structures, heavy machinery manufacturing and other fields.
|
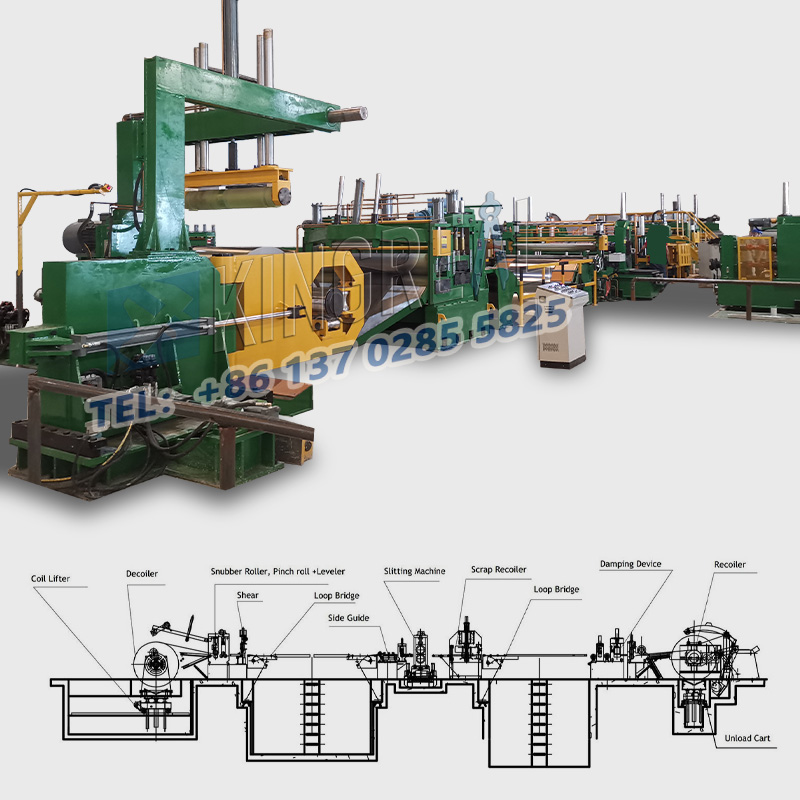
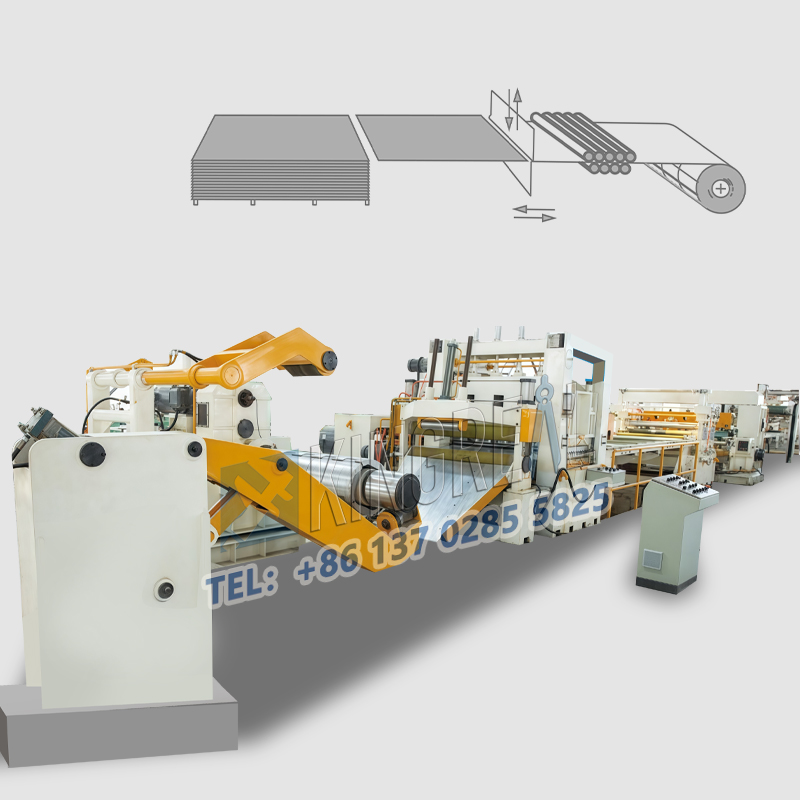
Loading for hot rolled slitting line: The operator feeds the hot rolled coil into the decoiler mandrel. Uncoiling for hot rolled slitting machine: The decoiler unwinds the main coil and feeds the steel into the slitting head. Slitting for hot rolled slitting line: At the slitting head, the steel is slit into multiple narrow strips by a rotating blade. Inspection for hot rolled slitting machine: The operator inspects each strand to ensure that the specification width and edge condition meet the requirements. Stress relief for hot rolled slitting line: The strands pass through annular pits to eliminate the stress of the material after slitting and ensure rewinding without bending. Bundling and packaging: Bundle and package each strand according to customer requirements. |
 |
Model
Model 1
Model 2
Model 3
Model 4
Original coil
Hot-rolled plate
Hot-rolled plate
Hot-rolled plate
Hot-rolled plate
Material thickness
0.8mm-6.0mm
0.8mm-6.0mm
2.0mm-12.0mm
3.0mm-16.0mm
Material width
1600mm(MAX)
1800mm(MAX)
2000mm(MAX)
2200mm(MAX)
Coil weight
30ton(MAX)
30ton(MAX)
30ton(MAX)
30ton(MAX)
Width accuracy
±0.15mm
±0.15mm
±0.2mm
±0.3mm
Unit speed
120m/min(MAX)
120m/min(MAX)
80m/min(MAX)
60m/min(MAX)
|
① Hot rolled slitting machine with high efficiency slitting capacity A notable feature of hot rolled slitting machine is that it can slit up to 40 narrow strips at the same time. This function greatly meets customers' needs for large-scale production. With the acceleration of industrialization, the market demand for metal strips is growing, especially in industries such as construction, automobile manufacturing and home appliances. The high slitting capacity of hot rolled slitting line enables manufacturers to provide a large number of qualified products in a short time, thereby improving production efficiency and reducing unit costs. |
 |
|
②Fully automated hot rolled slitting machine The hot rolled slitting line adopts a fully automated design and is equipped with an advanced control system to achieve high-speed operation. The maximum production speed can reach 120 m/min, which means that more materials can be processed per unit time, further improving production efficiency. The fully automated design not only reduces the need for manual intervention, but also reduces the possibility of human operating errors and improves product consistency and quality. The hot rolled slitting line’s automated control system can monitor the production process in real time and adjust parameters in time to meet the needs of different materials and thicknesses. |
 |
|
③Customized hot rolled slitting machine In order to better meet the needs of customers, KINGREAL STEEL SLITTER provides customized hot rolled slitting line solutions. According to the drawings provided by customers and actual production needs, KINGREAL STEEL SLITTER is able to design different hot rolled slitting machine manufacturing solutions to ensure the efficiency and smoothness of the production process for customers. KINGREAL STEEL SLITTER hot rolled slitting machines are divided into three main types to adapt to coils of different thicknesses: Light gauge slitting machine: Specialized in processing coils with a thickness of 0.2mm to 3mm. Medium gauge slitting machine: Suitable for coils with a thickness of 3mm to 6mm. Heavy gauge slitting machine: Capable of processing coils with a thickness of 6mm to 16mm. |
 |
The hot rolled slitting line may produce lateral bending during the slitting process. It may be caused by the following reasons:
1. Bending of raw materials:
The stress of the steel plate is not completely eliminated during the rolling process. After longitudinal shearing, the stress is released and the plate is bent. When the stress in the middle of the plate is released to both sides, the plate bends outward; when the stress on both sides of the plate is released to the middle, the plate bends to the middle.
2. Bending due to burrs:
The burrs are larger due to improper adjustment of the blade gap during longitudinal shearing. When rolling, the burrs on the edge are equivalent to a larger plate thickness, which causes the edge to stretch and bend.
3. Bending due to uneven gaps between the upper and lower blades:
When the left and right gaps are larger, the indentation of the shearing part is also larger, and the side with a smaller gap than the left and right gaps has a larger stretch, so it bends.
4. Bending caused by uneven tension:
When rolling, the same tension should be applied to the entire width of the steel plate. If the tension is concentrated on one side, bending will occur.
5. Bending caused by the rapid movement of the deviation correction device:
During the processing, if the speed of the deviation correction is too fast, the side in contact with the deviation correction will be partially extended and bent.
If the sheet material is bent after longitudinal shearing, it will seriously affect the quality of sheet coiling, so it must be eliminated. Attention should be paid to the reasons such as sheet rolling, equipment adjustment, and operation method.