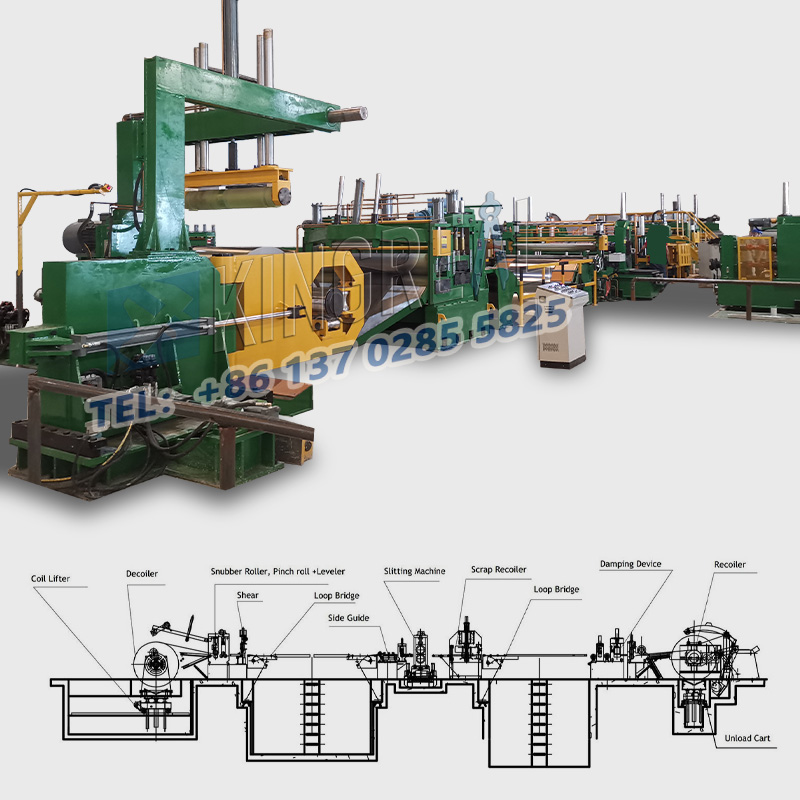
The looping pit in a metal slitting line is a deep pit pre-reserved in the foundation between two key precision components of the metal slitting machine. This pit buffers, adjusts, and stabilizes the strip, ensuring the efficient and precise operation of the metal slitting line. One pit is located between the slitter and the tensioning device and recoiler, while the other pit is located between the decoiler and the slitter. It's important to clarify that a metal slitting line does not necessarily require a looping pit design. Many companies consider their production needs, strip characteristics, and site conditions when selecting a metal slitting machine to determine if this device is necessary. This article will detail the core value of the looping pit in a metal slitting line, helping you make a clearer decision.
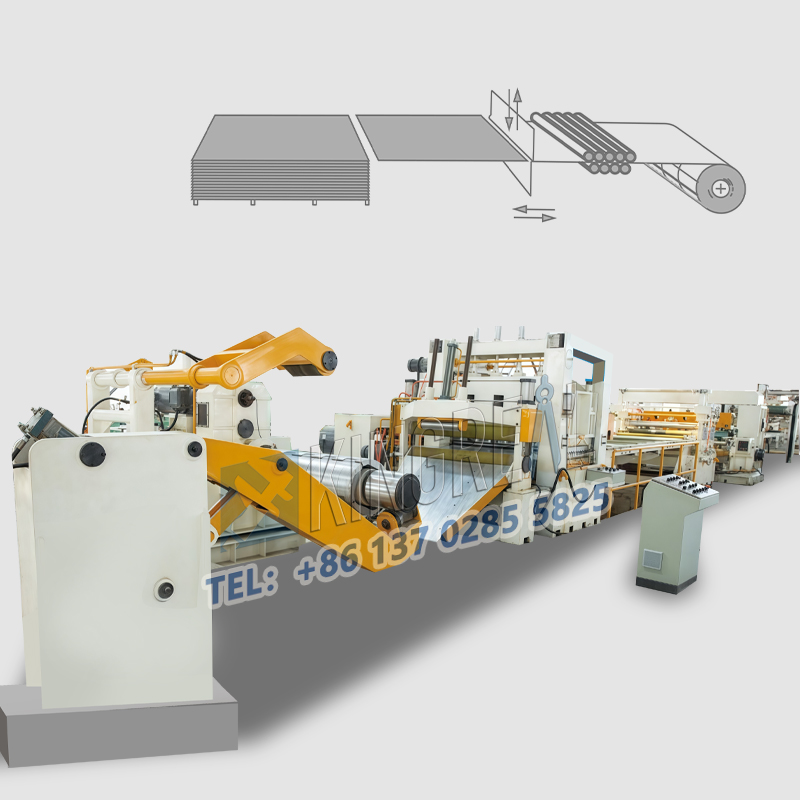
When a metal slitting machine is equipped with a looping pit, the steel strip, fed from the decoiler, naturally sags and accumulates within the pit as it passes through, forming a stable strip storage buffer section. The metal slitting line's looping pit is equipped with photoelectric or ultrasonic sensors on its sidewalls. These sensors detect the amount of strip drooping down in the pit in real time, accurately capturing changes in strip position and reserve material. The sensors transmit the detected signals to the metal slitting machine's PLC control system in real time. The PLC automatically adjusts the operating speeds of the decoiler and recoiler based on preset parameters and real-time detection data. This automated material storage control method requires no manual intervention, preventing metal slitting machine downtime due to speed mismatch and ensuring strip stability during the slitting process, significantly improving the metal slitting line's production efficiency and processing accuracy.

The looping pit design of the metal slitting machine is determined through scientific calculations, taking into account the overall layout of the metal slitting line, production requirements, and strip characteristics. Its location and dimensions directly affect the metal slitting machine's operating performance. In the metal slitting line's layout design, the pit-type looper is typically placed in two key locations.
Function of the first looper in the pit before the metal slitting machine:
The first looper in the pit before the metal slitting line (front looper pit) buffers the difference between the slitting speed and the uncoiling speed, thus ensuring continuous and synchronous operation of the uncoiling and slitting processes. When the uncoiling speed is too fast, excess strip will sag and accumulate in the looper pit; when the uncoiling speed is too slow, the strip accumulated in the looper pit will be gradually grabbed by the metal slitting line, thus preventing the metal slitting machine from stopping due to insufficient feed or causing the strip to stretch and deform due to excessive feed. At the same time, the steel strip in the pit is always in a relaxed state, and the metal slitting line directly grabs the steel strip from the pit for slitting, effectively avoiding the generation of back tension (i.e., reverse tension) during the slitting process.
Function of the second looper in the pit after the metal slitting machine:
The second looper in the pit after the metal slitting machine (rear looper pit) mainly solves the problem of strip length differences after slitting, ensuring the continuity of the slitting and winding processes. The rear looping pit effectively accommodates and adjusts steel strips of varying lengths: longer strips accumulate in the looping pit, while shorter strips are wound up first. This avoids problems such as winding jams, stacking, and strip breakage caused by inconsistent strip lengths, ensuring the recoiler can smoothly and evenly wind the slit strip into qualified coils. Furthermore, the rear looping pit provides a buffer space for speed adjustments between the slitter and the recoiler.
Note: The actual depth and length of the pit need to be determined based on the thickness of the metal strip and the slitting speed. Thinner strips typically require a deeper pit, while thicker strips require a longer pit. Additionally, faster slitting speeds necessitate greater depth and length requirements for the pit.
The core benefit of equipping a metal slitting line with a looping pit is ensuring continuous production, which is key to improving metal slitting line efficiency and reducing production costs. During the slitting process, strip thickness variations are inevitable during winding due to factors such as rolling precision and material uniformity. After being slit by the disc shear of the metal slitting machine, the thicker portions of the strip have larger diameters when wound onto the rolls. Thicker strips require greater tension, and vice versa. This tension difference leads to strip loosening. This loose strip must be stored and buffered in a looping pit to ensure uniform tension across multiple rolls, preventing issues such as uneven winding, stacking, and strip breakage, thus guaranteeing continuous slitting machine production and minimizing downtime.
KINGREAL STEEL SLITTER is a professional metal slitting machine manufacturer and supplier, providing complete metal slitting line manufacturing solutions to customers in Canada, Indonesia, Italy, Mexico, Brazil, Saudi Arabia, India, and other countries. The KINGREAL STEEL SLITTER team customizes metal slitting machine designs based on the specific project needs of each client, including both looping pit and non-looping pit options, ensuring the metal slitting line perfectly adapts to their production scenarios and achieves efficient, precise, and stable production. For more information about metal slitting machines and looping pits, please feel free to contact KINGREAL STEEL SLITTER!