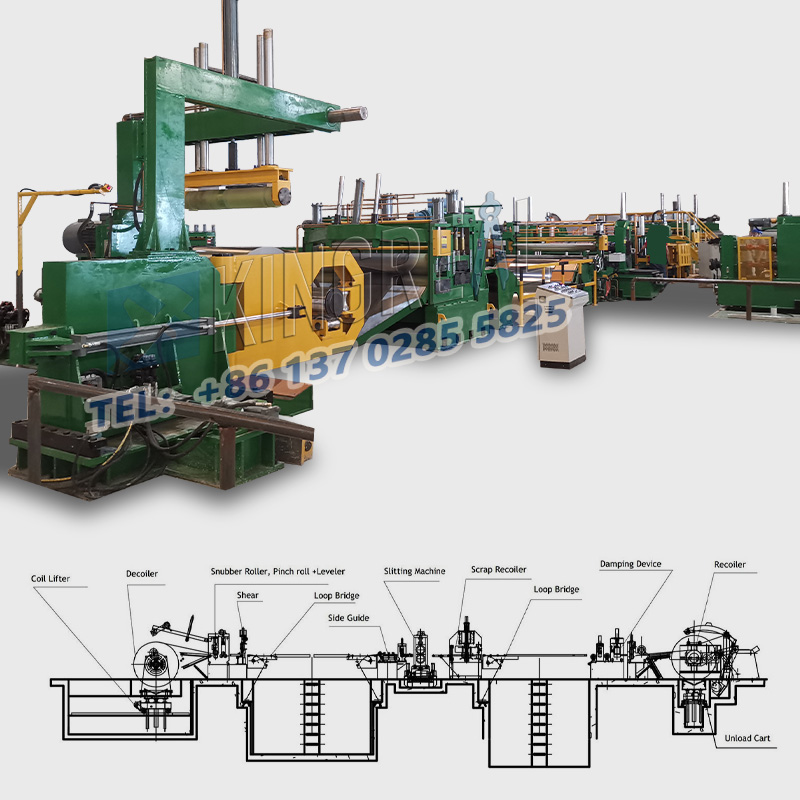
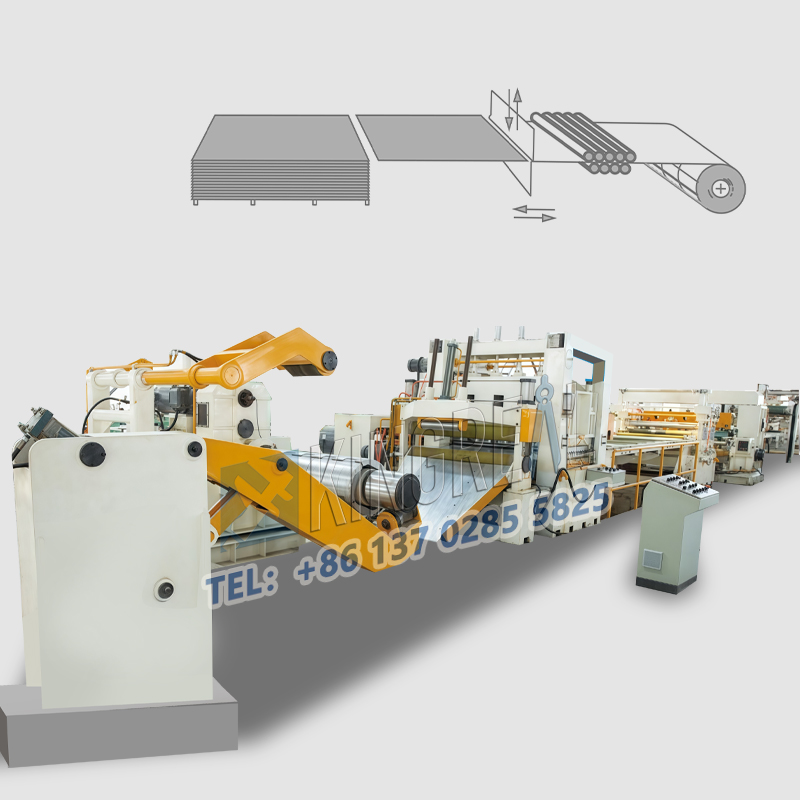
A Fly Shearing Cut-To-Length line is a continuous processing system consisting of an unwinding unit, a straightening system, and a synchronized shearing mechanism. KINGREAL STEEL SLITTER utilizes a modular roller system design, with the straightening rollers equipped with independent hydraulic fine-tuning mechanisms. The flying shear mechanism integrates a crank-connecting rod synchronization system, ensuring real-time matching of the blade speed with the strip speed. The stacking unit utilizes vacuum suction and collaborates with a robotic arm, ensuring industrial-grade sheet stacking accuracy. The control system incorporates a multi-axis motion coordination algorithm to eliminate material tensile deformation caused by sudden speed changes.
Vibration energy during high-speed reversing in the Fly Shearing Cut-To-Length line is absorbed by hydraulic damping. A temperature-compensated tool gap maintains a constant shear gap under thermal expansion conditions. The blade material is treated with a composite coating, creating a micro-hardness gradient that enhances abrasive cutting resistance. KINGREAL STEEL SLITTER's equipment has undergone material rheological testing, ensuring consistent cut flatness for strips of varying yield strengths.

| Machine Type | Cut to length machine |
| Max Coil Thickness | 25mm |
| Max Coil Widths | 3600mm |
| Max Coil Weight | 20Ton |
| Main Coil Cut Length | 25mm |
| Shearing Type | Fly shearing |
| Shearing Speed | 60m/min |
| Cut Tolerance | ±0.01mm |
Before starting the Fly Shearing Cut-To-Length line, manually rotate the straightening roller system to check for blockage. Remove scale buildup from the roller gap and use a non-metallic scraper to protect the chrome plating. Refill the shear guide rails with special grease every shift, controlling the amount of grease to a minimal amount that seeps out of the overflow hole. Clean the stacking robot's joint bearings quarterly and replace with high-temperature-resistant lubricant.
Monthly check the radial runout of the Fly Shearing Cut-To-Length line' s straightening roller assembly and replace the tapered roller bearings if out of tolerance. Perform dynamic balancing after sharpening the shear blades, ensuring the moment of inertia difference is within a safe range. Replace the hydraulic system filter every six months, and test the new filter element for particle contamination. Clean the cooling ducts of the electrical cabinet quarterly, and inspect the cable insulation for signs of aging.
Clean the photoelectric sensor mirror for contamination and calibrate the reference zero point. Check the vacuum pressure of the vacuum generator and replace the seal assembly if there is a leak. Test the robot's repeatability and adjust the servo motor's anti-backlash parameters if gear clearance exceeds tolerance.