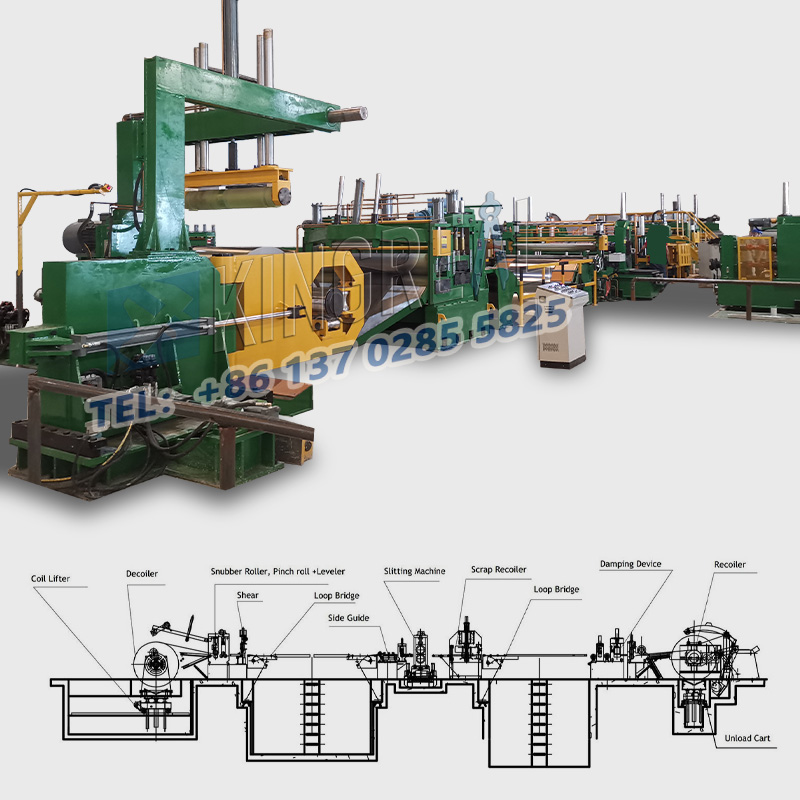
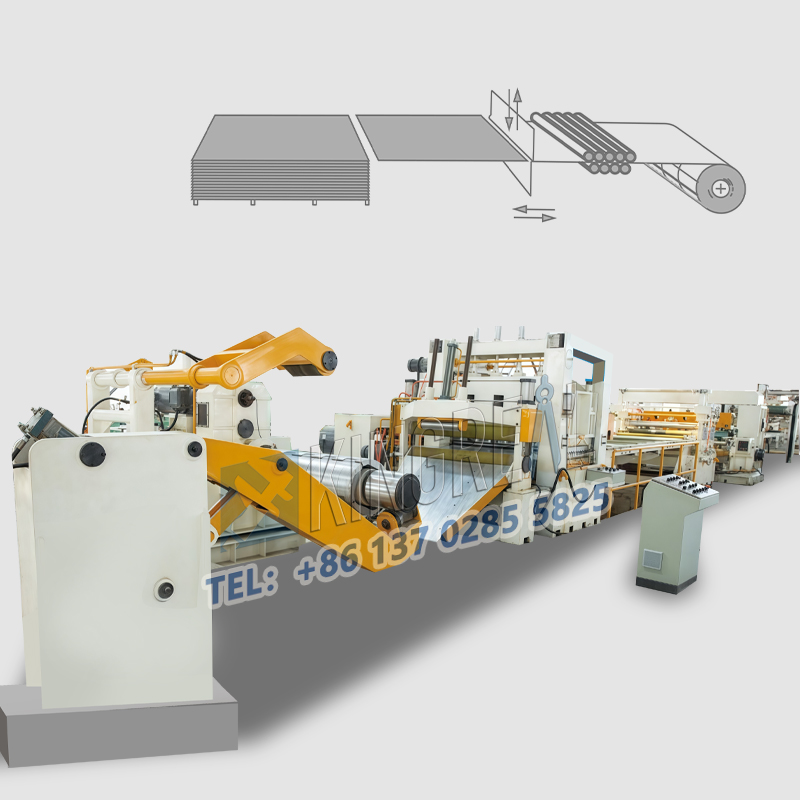
Metal slitting machines are widely used in the metal processing industry, primarily for cutting large rolls of metal material into several narrow strips. However, during actual operation, metal slitting lines may experience various abnormalities, leading to reduced processing efficiency or material waste. This article by KINGREAL STEEL SLITTER will address several common operational problems with metal slitting machines and provide corresponding solutions to help users better utilize their metal slitting lines.
1.1 Coil Collapse
After slitting, when the steel coil is removed from the reel, it often collapses and becomes oval-shaped. The main reason for this phenomenon is insufficient tension during the winding process, or the presence of rust-preventive oil on the steel strip surface, preventing sufficient friction between layers. To solve this problem, the following measures can be taken:
1.1.1 Ensure sufficient tension is applied during the winding process to prevent coil deformation.
1.1.2 Regularly inspect the steel strip surface to ensure it is clean and free of oil, thus ensuring good friction between layers.
1.2 Uneven Steel Coil Edges
Uneven steel coil edges are mainly caused by the following factors:
1.2.1 Poor Tension: Weak tension at the beginning of winding and strong tension at the end of winding leads to uneven winding. To avoid this, the tension should be increased at the beginning of winding and decreased at the end.
1.2.2 Uneven Tension Distribution: If the steel strip is not cut straight at the leading edge, or the clamps bite into the leading edge of the steel strip during cutting, it will lead to uneven tension distribution. Before operation, confirm that the slitting strip is tightly attached to the surface of the reel to ensure even tension.
1.2.3 Oscillation in the Loop Pit: If the steel strip oscillates from side to side in the loop pit, and the small guide rollers are not properly fixed, it may cause changes in the tension plate angle, resulting in uneven winding. To reduce oscillation, a carpet or felt can be used after the loop pit to contact the steel strip surface, and the small guide rollers should be fixed.
1.2.4 Burr Generation: For narrow steel strips, large burrs or inconsistent burrs on both sides during cutting may lead to uneven winding. It is recommended to flip the steel strip with burrs facing upwards in the loop pit so that the burrs face downwards, effectively preventing this problem.
After slitting, the steel strip may exhibit deformation such as lateral bending. The reasons are quite complex:
2.1 Uneven Shear Gap:
On a metal slitting machine, inaccurate reference points on the cutter shaft shoulder, excessive axial clearance of the cutter shaft bearing, or errors in the spacer or its thickness can all lead to uneven shear gaps, resulting in deformation. Regularly inspecting and calibrating the metal slitting line to ensure its normal operation can effectively prevent this situation.
2.2 Material Thickness Variation:
The thickness difference between the middle and edge parts of the wide material is a common problem, especially in rolled materials. Due to differences in metal slitting line precision and adjustment techniques, the thickness variations of materials from different manufacturers also vary. It is recommended to perform thickness testing before processing and adjust according to the actual thickness difference.
2.3 Base Material Bending:
Internal stress generated in the base material during rolling is called potential residual stress. The loss of stress balance after longitudinal slitting may lead to steel strip bending. Therefore, selecting high-quality raw materials and optimizing the rolling process are important solutions.
2.4 Inconsistent Burrs or Edges:
If the plate thickness is greater on the side with larger burrs during coiling, it will lead to a larger coil diameter and form a trumpet-shaped bend. To address this, a paper of appropriate thickness can be inserted on the other side or a slitting process can be adopted.
2.5 Wavy Edges of the Strip:
During the coiling process, the presence of burrs may lead to increased thickness at the edge of the steel strip, resulting in edge elongation. During the operation of the metal slitting machine, the horizontal clearance needs to be increased to reduce lateral pressure. In addition, using blades suitable for the material being cut and reducing blade wear also helps to solve this problem.
3.1 Caught by the Blades
When slitting a narrow steel strip, if the finger-shaped pressure plate does not completely fill the gap between the two outer blades, the steel strip may be caught by the two outer blades, resulting in creases. An effective strategy to prevent this problem is to fill the gap between the outer blades with a flat pressure plate and ensure that kerosene is regularly applied to the blades to reduce friction.
3.2 Creasing at the Winding Drum Jaws
On metal slitting machines, if the steel strip does not fit tightly against the winding drum during the first winding pass, creases may occur during subsequent winding. To avoid this, the winding drum jaws should be checked regularly, and it should be ensured that the steel strip is securely and tightly attached to the drum at the beginning of winding.
4.1 Blade Marks Caused by Pressure Plates
If the height of the pressure plate is inconsistent with the guide plate, it may cause excessive pressure on the steel strip, resulting in blade marks. Therefore, the height of the pressure plate should be regularly checked and adjusted to ensure it is consistent with the height of the guide plate.
4.2 Vibration of the Blade Pressure Plate
When the blade pressure plate vibrates up and down, it can also cause blade marks. These blade marks are usually intermittent, and the main reasons include spindle bending, excessive clearance between the blade and the spindle, and sintering of metal debris on the other side of the blade. Checking the spindle condition and keeping the blades clean can effectively reduce the occurrence of blade marks.
Metal slitting lines inevitably encounter various problems during daily use, but many problems can be avoided or mitigated through meticulous inspection and maintenance. Understanding and mastering common problems and their solutions for metal slitting machines can help users optimize production processes and improve work efficiency. KINGREAL STEEL SLITTER hopes the above suggestions will provide valuable reference for you in using your metal slitting line and ensure its continuous and efficient operation. If you have any questions, please feel free to contact KINGREAL STEEL SLITTER!