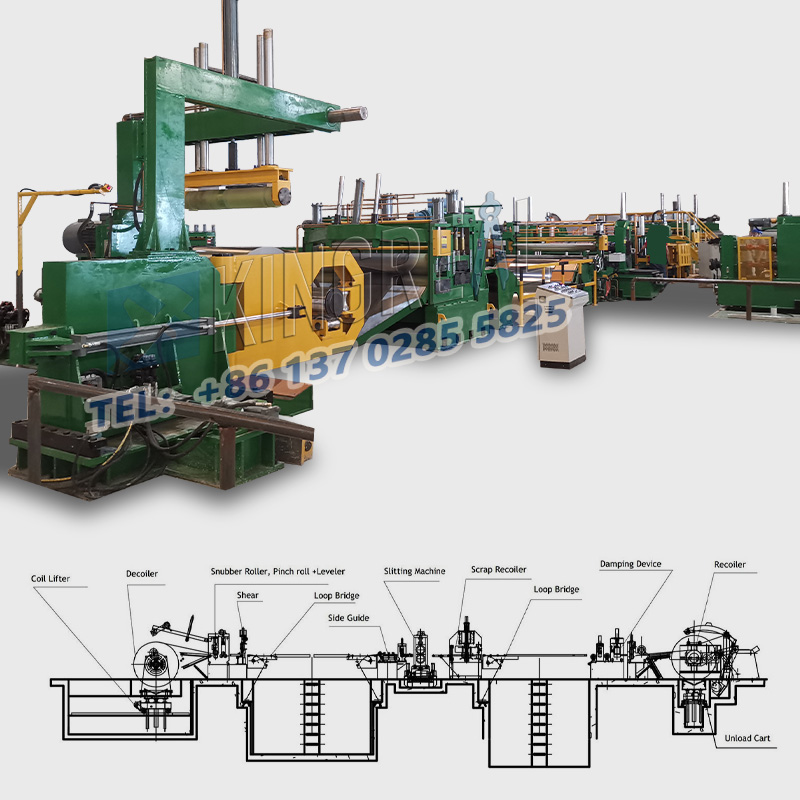
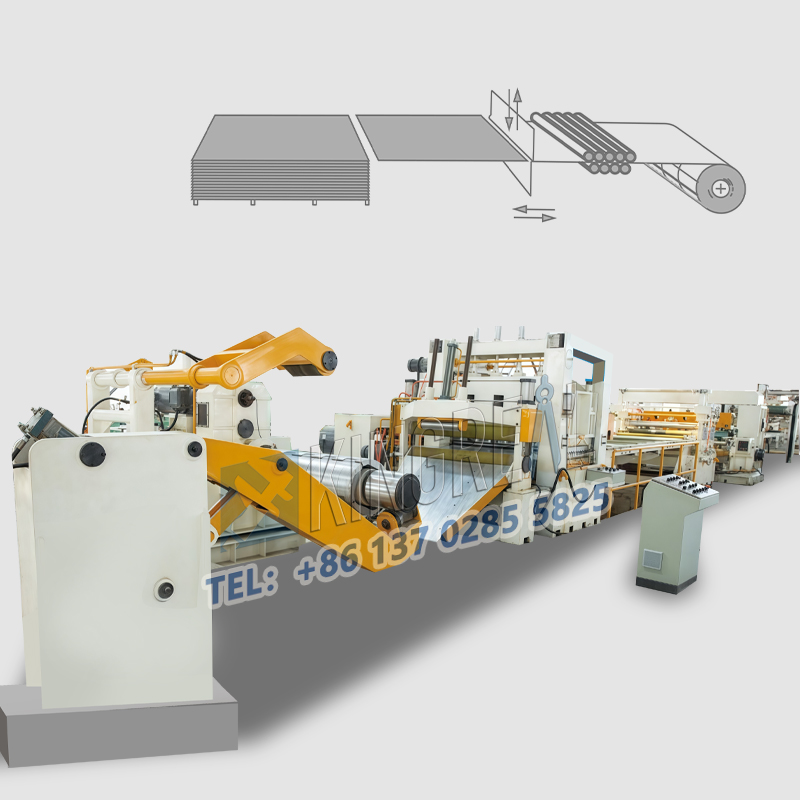
Steel coil slitting lines perform operations such as unwinding, slitting, and rewinding wide rolls of material to produce narrow strips with high precision and no burrs. However, some abnormal phenomena may occur during the steel coil slitting machine's operation, including abnormal winding shape and sheet metal processing deformation. This article from KINGREAL STEEL SLITTER will provide a detailed explanation of how to solve common problems in steel coil slitting lines to ensure efficient operation.
1. Soft Coil
-Phenomenon: Because of looseness, the steel coil develops an oval-shaped soft coil once it is taken off from the rewinding machine shaft.
-Solution: Make sure enough tension is at the beginning of winding, then slowly decrease the pressure as the coil volume grows. Proper tension adjustment can effectively prevent the occurrence of soft coils.
2. Uneven Winding
-Phenomenon: The steel coil shows a telescoping form caused by incorrect winding.
-Causes and Solutions:
A. Insufficient tension: If the initial tension be low, misalignments are bound to arise during finishing. Beginning with winding, it is advised to raise the tension; progressively reduce it as the coil volume grows.
B. Unbalanced tension: Poor cutting angle or guide misalignment might produce erratic lengths on each side. Make sure the rewinding machine is correctly aligned to help minimize the possibility of tension variations; check its settings.
C. Poor inner clamp engagement position: Inconsistent engagement causes tension changes; the separator position needs to be readjusted to ensure consistency.
D. Steel strip swinging left and right in the loop: Using soft materials such as felt to press down can effectively prevent swinging.
E. Production line stoppage: When restarting after a stop, attention should be paid to tension recovery to maintain stable winding pressure.
F. Improper separator width setting: Ensure that the separator width is set appropriately, generally the finished product width plus the plate thickness.
3. Inner Diameter Arching
-Phenomenon: During the winding process, the steel coil suddenly exhibits inner diameter arching when removed from the rewinding machine.
-Cause: This is usually related to excessive winding tension, especially when processing thick plates.
-Solution: Adjust the pressure and ensure even tension to avoid inner diameter arching.
1. Snake-like Bending (Sickle Bend)
-Phenomenon: Shearing causes the steel coil to bend in the width direction.
-Causes and Countermeasures:
A. Raw material problems: Residual stress in the parent coil is released after shearing. It is recommended to perform stress relief treatment during material processing.
B. Burr problems: Burrs cause uneven edge thickness. Maintain sharp tools during processing to avoid burrs.
C. Uneven blade gap: Ensure uniform blade gap to avoid stretching differences caused by excessively large or small gaps in certain areas.
D. Single-sided tension of the recoiler: Maintain uniform overall tension, and adjust the separators and tension plates to ensure consistency.
E. Overly tight side guides: Adjust the side guides appropriately during slitting to avoid excessive tightness.
2. Edge Waves
-Phenomenon: The edges of the steel strip deform due to stretching.
-Causes and Countermeasures:
A. Edge waves caused by burrs: Strengthen burr monitoring and immediately handle them.
B. Excessive pressure from the measuring roller: Adjust the roller pressure parameters to prevent overstretching.
C. Side wear of the cutting tools: To guarantee cutting quality, often check the cutting tool condition.
D. Height difference in side guides: Regularly check the height of the cutting tools to ensure consistency.
E. Wear of the deflection roller before the recoiler: Regularly measure the wear of the front roller to ensure uniform tension.
3. Waist Creases
-Phenomenon: Through creases appear in the width direction of the steel plate.
-Causes and Countermeasures:
A. Creases caused by the slitting knife: Adjust the size of the rubber rings to prevent them from being caught by the cutting tools.
B. Raw material shape problems: Use a three-roll leveling machine and perform quality checks prior to the cutting step.
C. Problems with the expanding and contracting drum: Ensure good contact between the steel strip and the drum during the expanding and contracting process to avoid unevenness.
4. Winding Marks
-Phenomenon: The unevenness of the surface of the recoiler's expanding and contracting drum affects the winding quality.
-Countermeasures: Regularly inspect the surface of the expanding and contracting drum and readjust or replace it promptly.
5. Wrinkles
-Phenomenon: Wrinkles appear on the surface of the steel plate.
-Causes and Solutions:
A. Liner paper issues: Ensure the quality of the liner paper and avoid overlapping and wrinkling.
B. Rubber ring issues: Regularly examine the state of the rubber rings to make sure they are not loose.
C. Improper tension adjustment: Strengthen the adjustment of the tension plate to prevent wrinkles.
When troubleshooting steel coil slitting line malfunctions, a systematic approach should be adopted. The following steps can usually be followed:
-Data recording: Record the operating environment, time, and set parameters when the malfunction occurs.
-On-site inspection: Conduct a visual inspection to observe the steel coil slitting machine's working status.
-Communicate with the operator: Ask the operator about the operating steps before the malfunction occurred.
-Step-by-step troubleshooting: Check potential problems one by one according to the above fault classification.
-Tool usage: Use necessary tools and instruments for measurement and adjustment.
KINGREAL STEEL SLITTER hopes that through this article, you can effectively deal with various problems in the operation of the steel coil slitting line and ensure stable and continuous production. Regular maintenance and professional training are also important measures to prevent malfunctions.