1. High Productivity.
Plate thickness of 3mm open coil line, for the fixed length of 2000mm plate material, required to cut 30~35 sheets per minute, for the fixed length of less than 500mm plate material, required to cut 80 sheets per minute. Such high productivity is the general shear plate machine can not be full total.
2. Full Load.
Many users of open coil line are 2 ~ 3 shift system, shear plate machine to shear 1 ~ 20,000 times a day. General-purpose shear plate machine can not be used at such a load.
3. High Reliability
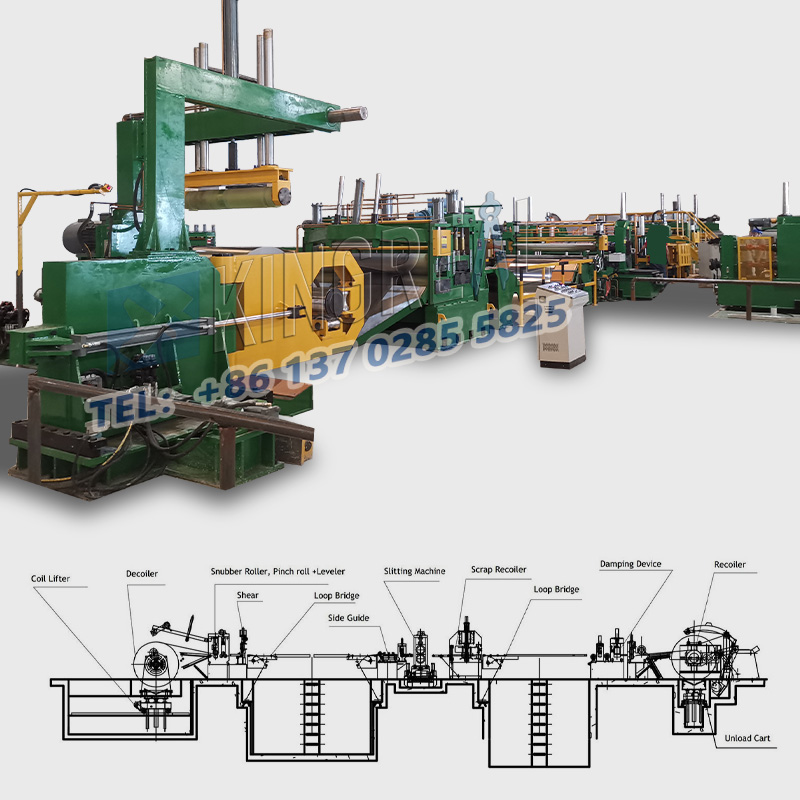
A shutdown of the shearing machine in an decoiler line brings the entire decoiler line to a halt. For users such as automotive plants, the stoppage of an decoiler line can also cause the stoppage of several press lines.
Therefore, the failure rate of the shearing machine in the uncoiling line is required to be as low as possible, and fault diagnosis and troubleshooting is relatively easy.
![]()
4. The Diversity Of Coil Material.
General shearing machine is to determine the shear force of ordinary carbon steel, and volume material in addition to the lower strength of galvanized class, tin, color coated plate, aluminum plate, but also high-strength stainless steel plate, weathering steel plate, pickling plate, etc.
The coil materials used for car production are: uncoated cold-rolled sheet, hot-rolled pickled sheet, high-strength cold-rolled sheet, high-strength galvanized sheet, single- and double-sided electrolytic plating sheet, single- and double-sided hot-dip galvanized sheet, aluminium sheet, etc.
Users of uncoiling lines often cannot mention the mechanical properties of the material being processed, so when designing and selecting a shearing machine, the machine's range of application must be considered.
5. Special Shearing Way.
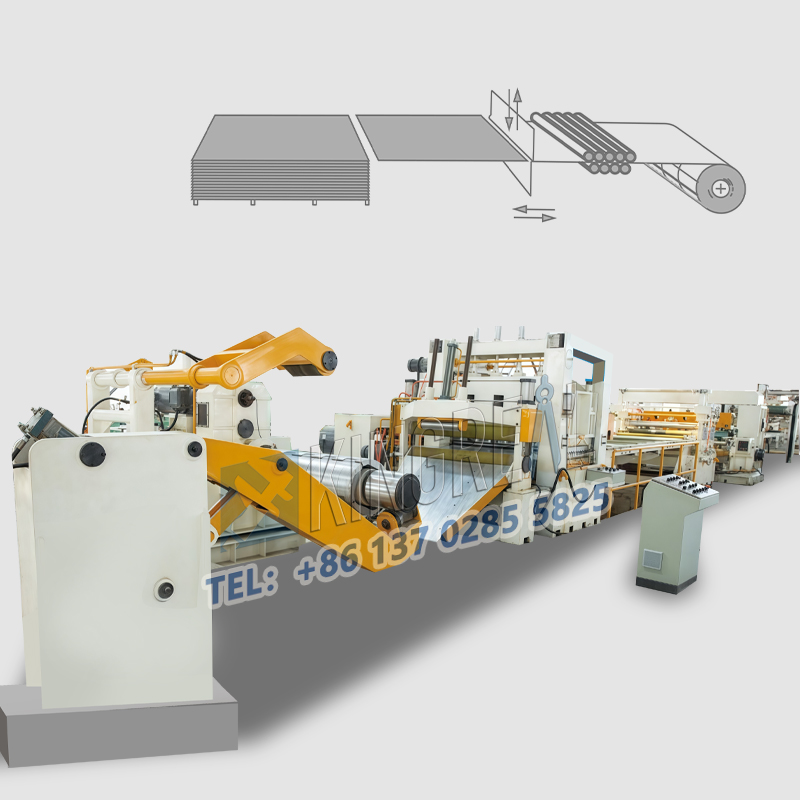
Some of the open coil line in order to stack the plate material not because of burrs and abrasion plate material surface, the requirements of the shear of the plate burr direction up, therefore, shear the knife frame should be cut from the bottom up, this kind of shear called undercutting type shear.
Shear the plate material down to the movement of the conveyor belt, in order to avoid skewing, it is required that the knife frame on the blade shape for the herringbone, which is particularly necessary for the short length of the fixed plate material.